|
Thermosensograms of Stainless Steel Tubes Butt Welding by CO2 Laser TL5M (Russia) |
|
Thermosensograms of Stainless Steel Tubes Butt Welding by CO2 Laser TL5M (Russia) |
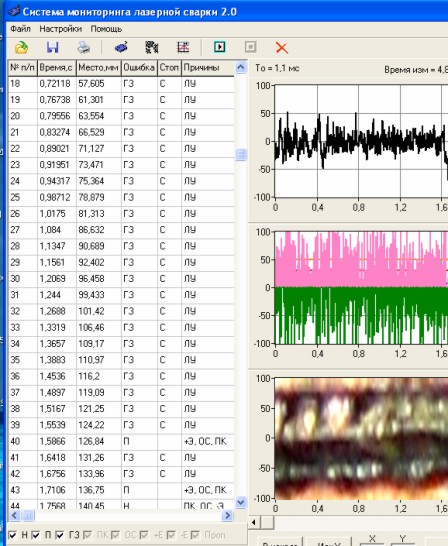 |
Defects diagnostic criteria bind the following ordinate’s thresholds of upper thermosensogram to laser welding process parameters. For overheating (not considered in a given laser welding as defect one) it is an equality or excess of signal to 30%. For burn-through – an equality or excess of signal to 60%. For poor penetration – an equality or the decrease of signal lower than 17 %. For time axis defect criterion (mainly for gas protection fault) - 2% of a time scale in seconds. Separate poor-quality seams parts were fixed at laser welding of a pipe ( a butt joint, welding speed was 3,5 m/min, laser power 1,5 - 2 kW, focal spot diameter - 0,2mm, for steel pipes with diameter 33mm, wall thickness 1,5mm, with a gap and flange discrepancy in limits of + 10-70 % of welded materials thickness) in real time for the following cases: |
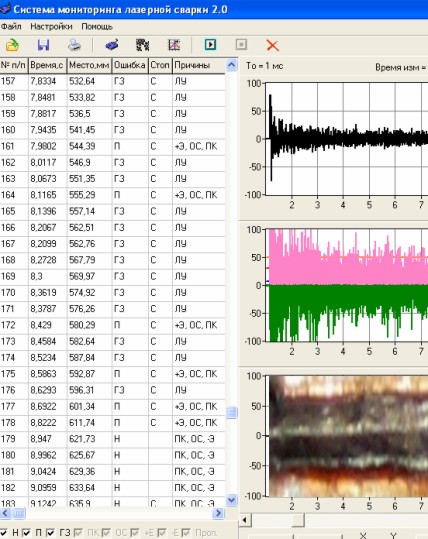 |
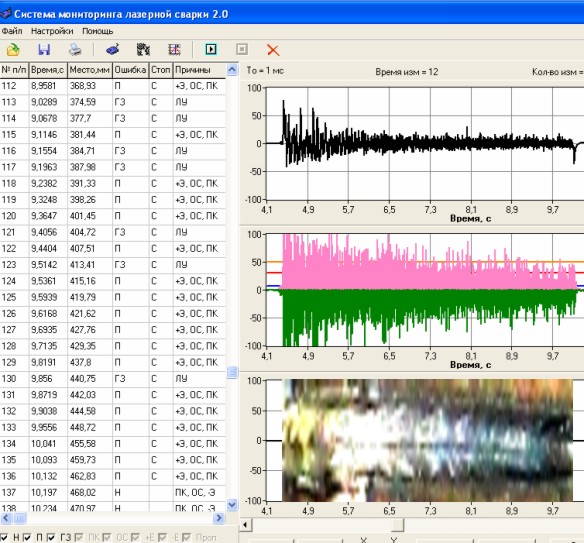
- Dot burn-through (at movement beginning, at stop of details feeding – 2nd frame, 1.2s; 3rd frame, 4.4s) and protective gas feeding suspension (1st frame - from a beginning up to 0.93s); - poor penetration (flange discrepancy and gap exceed 50 - 70% of thickness - 3rd frame, since 8,1s). Conditional overheating for the given calibration threshold in controlled laser welding process was not considered as defect. As it is shown in 1-3 frames at welding speed of 3,5m/min in power increase at 33 % (2kW - 1st frame) and normal power 1,5kW (2 - 3-rd frames) themselves do not result in burn-through. |
 |
The given laser welding optimum technological parameters achievement at normative melting-throngh is confirmed by 1st (0,96 - 1,7s) and 2nd (1,9 - 7,3s) frames of a seam surface view and appropriate laser welding thermosensograms. At thermosensograms seam signals amplitudes exceed poor penetration level of 17% and are below than burn-through level 60%. Thus, by laser welding process monitoring with the use of TSD it is possible to optimize a choice of laser welding parameters. |
Contacts: Anatoliy
Lazarenko - laser physics - lazarenko Eugeniy Dyomin - welder, industry security expert, tel/fax (495) 791-17-57; Oleg Keremzhanov - thermosensor diagnostics - keremzhanov |
äåêàáðÿ 18, 2015